镇江博纳德电仪有限公司
多类阀门型号可替代同类进口产品
多类阀门型号可替代同类进口产品
微信客服

0511-88524999
13905288139
13905288139

 全国服务热线
全国服务热线

性能规范
□制造标准:GB/T3765-2008 卡套式管接头技术条件
□公称压力:16MPa、25MPa、32MPa、40MPa
□适用温度:≤450℃
□适用介质:油、水、气等非腐蚀性或有腐蚀性介质
□制造材料:20#、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti、316、316L等
□配管:Φ4~Φ42的普通级精度无缝钢管
□终端螺纹:M、G、ZG、PT、NPT等
YZG1S-1 双卡套式接头
镇江博纳德卡套式管接头安装说明
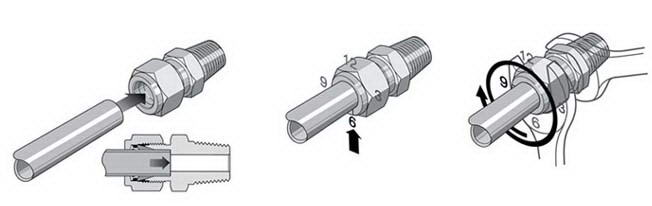
※对于1 in./25mm及以下的卡套式管接头
1、 把卡套管完全插入接头内并顶住肩部,用手将螺母拧紧;高压应用和高安全系数系统:进一步拧紧螺母,使卡套管无法用手转动或无法沿轴向在接头内移动;
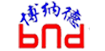
2、 在6点钟方向的位置给螺母作标记。牢牢固定接头本体,将螺母紧固一又四分之一圈以停在9点钟方向的位置;
3、 对于Φ1/16、Φ1/8、Φ3/16、Φ2、Φ3、Φ4mm的卡套式管接头,仅将螺母紧固四分之三圈,使其停在3点钟方向的位置。
※对于1 in./25mm以上的卡套式管接头
1、 使用多头液压预装装置把卡套预装在卡套管上;
2、 在本体螺纹和后卡套的后表面上涂少量专用润滑剂;
3、 将带有预装卡套的卡套管插入接头内,直到前卡套顶在接头本体上,用手拧紧螺母;
4、 在6点钟方向的位置给螺母作标记;
5、 牢牢固定接头本体,将螺母紧固二分之一圈以停在12点钟方向的位置。
*重要:卡套管端面要与轴线垂直,角度公差不大于正零点五度。如果卡套管需要折弯,卡套管端面至弯曲部位的直线段长度不能少于三倍螺母的长度!
■安全防范措施
1.不要通过松开接头螺母或接头堵塞来排放系统。
2.不要在系统存在压力时安装或紧固接头。
3.在紧固螺母之前确保卡套管紧靠卡套管接头本体的肩部。
4.始终在锥形管螺纹上使用正确的螺纹密封剂。
5.不要混用不同材质或由不同制造商生产的接头部件――卡套、螺母和接头本体。
6.切勿旋转接头本体。而应固定接头本体并旋转螺母。
7.避免对未使用过的接头进行不必要的拆卸。
■卡套管考虑因素
1.金属卡套管的材料应比接头的材料软。例如,不锈钢卡套管不得与黄铜接头一起使用。
2.当卡套管和接头是用同一种材料制成时,卡套管必须完全退火。
3.极软的或易弯曲的塑料卡套管必须始终使用插件(薄壁管衬套)。
4.可根据建议的最小或最大的壁厚限度经常检查壁厚的极限。
5.表面光洁度对于正确的密封非常重要。存在任何类型的凹陷、刮痕、凸起部分或其它表面缺陷的卡套管将难以密封,尤其是在气体装置中。
6.切勿把椭圆形且难以穿过接头螺母、卡套和本体部分的卡套管强行插入接头内。
■带焊接端的天涯卡套式管接头的焊接注意事项
1. 拆除螺母和卡套。
2. 将天涯卡套式管堵塞或另一个螺母旋转到接头上直至用手指拧紧。这样做可以保护螺纹和密封部件。
3. 提供适当的吸热设备以驱散热量。
4. 以 90° 的间隔在四个位置进行临时点焊,以保持接头的位置并确保部件的对准和同心。
5. 完成焊接。
6. 拆除堵塞或螺母并换上螺母和卡套。
注意:焊接碳钢接头时,热量往往会去除螺纹上的保护油。因此应使用另一种润滑剂。
Copyright©www.zjbonade.com 镇江博纳德电仪有限公司
备案号:苏ICP备16040851号-1
关注我们